

Замена направляющих втулок клапанов и седел
Замена направляющих втулок клапанов и седел
Как происходит выпрессовка старых втулок
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров.

Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.
Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Для обработки седел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — притирка клапанов. При профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.
Втулки клапанов обычно при первом ремонте не заменяют. По крайней мере до 300 000 километров пробега. При замене направляющих втулок необходимо иметь в виду, что обработка отверстий втулок производится разверткой после их запрессовки.
В свою очередь, обработка седел клапанов (удаление нагара, наклепа) производится зенкерами. Они центрируются направляющими стержнями, вставленными во втулки клапанов. При такой обработке обеспечивается точность расположения отверстия во втулке и рабочих фасок седел и клапанов. Втулки впускных и выпускных клапанов различны.
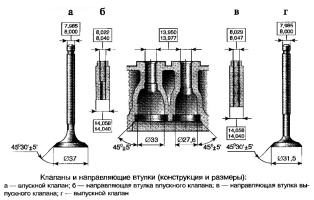
Внешние признаки различий направляющих втулок впускных и выпускных клапанов:
— Втулка выпускного клапана длиннее (для охлаждения). Спиральная канавка для смазки нарезана на всю длину.
— Втулка впускного клапана короче, и канавка в ее отверстии нарезана до половины длины отверстия. Только вверху для уменьшения количества масла, попадающего во впускной коллектор.
Втулки клапанов изготовлены из чугуна. Изготовление их из бронзы обеспечивает более интенсивный отвод тепла от стержня клапана и улучшает работу пары трения в условиях недостаточной смазки.
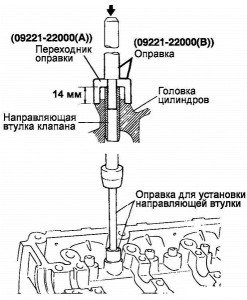
Направляющие втулки замените, если зазор в соединении со стержнем клапана более 0,15 мм (определяется замерами и сравнивается с данными, приведенными на рисунке) и он не устраняется установкой нового клапана. Выпрессовку направляющей втулки проведите с использованием оправки. Новую направляющую втулку с надетым на нее стопорным кольцом запрессуйте указанной оправкой до упора этого кольца в плоскость головки цилиндра.
Клапаны и направляющие втулки, конструкция и размеры.
Оправка для замены направляющих втулок клапанов.

У рычагов клапанов проверьте состояние рабочих поверхностей. Соприкасающихся с поверхностью (торцом) стержня клапана и со сферическим концом регулировочного болта. Если на них имеются задиры и риски, замените рычаг. Если замечены дефекты на втулке регулировочного болта или на самом болте, то их тоже замените.
Проверка состояния и упругости пружин.
Проверьте состояние и упругость пружин. Наличие трещин на пружинах не допускается. Такие пружины надо заменить. Если длина наружной пружины в свободном состоянии меньше 50 мм, при нагрузке 27,4-30,4 кгс меньше 33,7 мм, при нагрузке 43,7-48,3 кгс меньше 24 мм, то замените ее годной. Новой, испытав ее по тем же параметрам.
Схема проверки пружины рычага клапана.

Если длина внутренней пружины в свободном состоянии меньше 39,2 мм, при нагрузке 13,2-14,6 кгс меньше 29,7 мм, при нагрузке 26,7-29,5 кгс меньше 20 мм, то эту пружину тоже замените годной. Пружину рычага клапана замените годной, если в свободном состоянии размер А больше 35 мм, а под нагрузкой 5-6,2 кгс больше 43 мм.
Из какого материала делали и делают втулки?
Раньше большей частью из чугуна. Применяли и металлокерамику, смесь в определенной пропорции порошков железа, меди и графита, подвергнутую прессованию, спеканию и пропитке маслом (ГАЗ-66, АЗЛК-21412). Втулки для форсированных двигателей с наддувом изготавливали из алюминиевой бронзы. Она обеспечивала более интенсивный отвод тепла от стержня клапана и лучше работала в условиях недостаточной смазки.
В форсированных двигателях с наддувом условия смазки стержней выпускных клапанов весьма неблагоприятны из-за их высокой температуры. А стержней впускных — по причине выдувания масла воздухом, находящимся во впускном трубопроводе под избыточным давлением.
В настоящее время для направляющих втулок, кроме чугуна, применяют и латунь. Но, как показала практика, это не столь простое дело. У латуни и бронзы коэффициент теплопроводности примерно в два раза больше, чем у чугуна — преимущество серьезное! Но у этой «медали» есть и оборотная сторона. У латуней и бронз существенно больше коэффициент линейного расширения.
Большой зазор в сопряжении «втулка — стержень клапана» не только увеличивает расход масла. Если привод клапана осуществляется через коромысло или рычаг, возникает хоть и небольшое по величине, но боковое усилие, приложенное к стержню и создающее помеху правильной посадке клапана в седло. При малых же зазорах ухудшаются условия смазки.
Заклинивание клапанов во втулке.
Совсем плохо, если клапан во втулке заклинивается. Зазор между стержнем клапана и втулкой зависит от температурных условий работы клапана, его конструкции и материала втулки. При использовании латунной втулки зазор между ней и стержнем клапана при нормальной температуре всегда должен быть несколько больше в сравнении с чугунной втулкой. В таблице ниже приведены значения увеличенных зазоров — пропорционально увеличению коэффициента линейного расширения.
Зазоры в сопряжении «втулка — клапан» (втулки чугунные и латунные — Л).
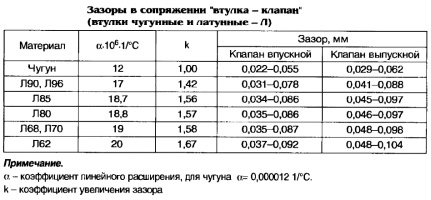
Заметим попутно, что для чугунных направляющих втулок ранее рекомендовались такие зазоры:
— Для впускных клапанов (0,005-0,010)d.
— Для выпускных — (0,0080-0,0125)d, где d — диаметр стержня клапана.
Что будет, если зазоры при латунных втулках выполнены недопустимо малыми?
В практике бывали случаи «схватывания» клапанов втулками из латуни марки Л62 на «Жигулях» и ВАЗ-2108. «Схватывался» один из выпускных клапанов. На «Жигулях» это произошло на второй день езды по городу. На ВАЗ-2108 — буквально через несколько километров. «Схватыванию» способствует недостаточная твердость материала стержня клапана.
Известно, что во фрикционной паре «сталь-бронза (латунь)» твердость стальной поверхности должна быть порядка HRC50-60. Сам процесс «схватывания», происходит так. При исчезновении из-за нагрева зазора в нижней части втулки латунь начинает «наволакиваться», «намазываться» на стержень клапана, разогреваясь еще сильнее. В результате происходит спайка латуни со сталью и клапан впоследствии (после остывания) приходится выбивать.
Более склонны к «размазыванию» латуни с меньшим содержанием меди — Л62, Л68, Л70. Цифра означает примерное содержание меди в процентах, остальное — цинк. В «схватывании» направляющих втулок частично «виноват» и клапан. Рабочая температура конца стержня клапана ниже температуры у шейки (на участке перехода в тарелку).
Так, при разности температур шейки и верхнего конца клапана t=200″C диаметр более нагретого участка стержня клапана увеличится на 0,03 мм. Возможно, для нормальной работы направляющих втулок в описанных случаях и не хватило этих трех сотых миллиметра.
По материалам книги «Ремонт двигателей Жигулей».
Росс Твег
Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки. Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора. Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления. Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Почему гильзы могут выйти из строя
Основной причиной выхода из строя направляющих втулок является их износ. В результате увеличивается расход смазочной жидкости, так как люфт деталей приводит к быстрому выходу из строя маслосъёмного колпачка и масло просачивается в камеру сгорания. В результате наблюдается образование нагара, нарушение температурного режима работы мотора, увеличение токсичности отработанных газов и поломка катализатора (если он в машине есть).
Своевременная замена моторного масла и правильная эксплуатация ДВС автомобиля позволяет продлить срок службы втулок и менять их каждые 180–200 тысяч километров пробега. Однако из-за зазоров клапанов и несоответствия моторного масла рекомендуемым нормам может произойти боковой износ втулок и снижение подвижности клапанов по оси штока из-за увеличения радиальной нагрузки на него. По этой причине после смены маслосъёмных колпачков обязательно проводят корректировку зазора в направляющих втулках. При слишком большом зазоре и выявлении люфта втулки в обязательном порядке меняют.
КАК МЫ ОСУЩЕСТВЛЯЕМ ЗАМЕНУ
Этап 1. Выпрессовка
Для удаления старых втулок мы используем ударный метод. Со стороны седла устанавливаем специальную оправу и выбиваем отработанный материал. Хорошая оправка имеет ступенчатую форму и частично помещается внутрь втулки.
Плохо поддающиеся выпрессовке втулки – прогревают в печи и после выбивают из седла. При невозможности удалить элемент привычным путем, его высверливают на станке. Часть детали (1 мм) остается не тронутой, чтобы в ходу высверливания не повредить стенки седла.
Этап 2. Измерение натяга
Перед установкой в седло новой детали нужно определить натяг. Это — величина, которая указывает, насколько новая втулка больше в диаметре, чем седло. В зависимости от типа металла он должен быть от 0.03 до 0.05 мм.
Этап 3. Запрессовка
Седло и втулка подготовлены. Теперь нужно обеспечить разность температур. Для этого головку нагреваем до 150 градусов, чтобы добиться расширения металла и нивелировать натяг. Для запрессовки по оправке ударяем 2-3 раза, этого достаточно, чтобы посадить втулку. Следом отверстие доводим разверткой до рабочего размера.
| ВИД РАБОТ | СТОИМОСТЬ (Byn) |
| ЗАМЕНА НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА ЛЕГКОВОЙ (МАШИНЫ / АВТОБУСА) | 1,80 руб. |
| ЗАМЕНА НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА ГРУЗОВОЙ (А / М) | 2,70 руб. |
ЗАКАЗАТЬ ЗАМЕНУ ВТУЛОК В НАШЕЙ КОМПАНИИ
Наша компания предлагает услуги по ремонту ГРМ, в том числе замену втулок клапанов. Все процессы должны выполняться с высокой точностью.
В противном случае новые втулки получат неправильные зазоры. Если он будет слишком большим — возобновятся уже описанные отклонения в работе мотора. Слишком маленький зазор приводит к быстрому изнашиванию штока и втулки.
Все работы выполняем на дорогом и точном оборудовании. Мы предлагаем низкие цены по стране, и долгосрочную гарантию.

СКИДКИ ДЛЯ СТО И ГАРАЖЕЙ 5%!
Безналичный и наличный расчет!
ВРЕМЯ РАБОТЫ:
будние 09.00-18.00
выходные 09.00-15.00 АДРЕС:
г.Минск, ул. Стрелковая 14
(возле к/т «Ракета»)
Процесс замены направляющих втулок клапанов

Направляющие втулки сделанные с металла и бронзы
Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.
- Демонтируем «клемму-минус» с АКБ.

Демонтаж клеммы АКБ для ремонта

Через специальный клапан сбрасываем давление в топливной системе
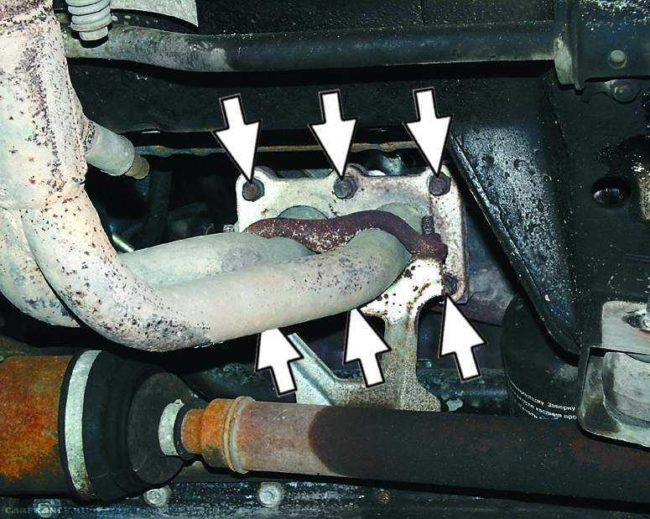
Выкрутив болты крепления отсоединяем выпускной коллектор и приемную трубу
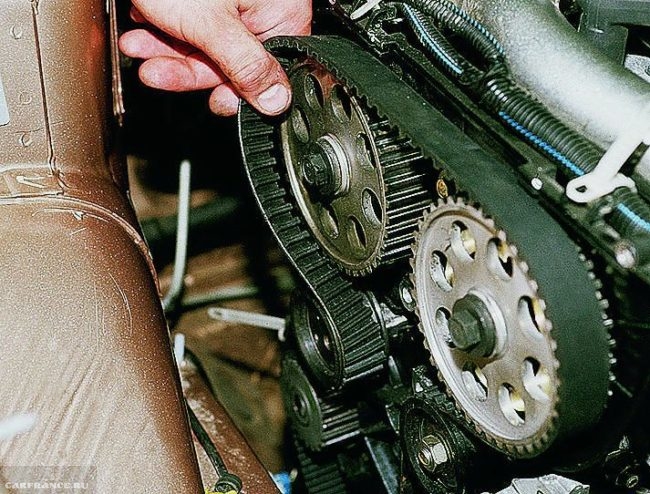
Снимаем ремень ГРМ

Фиксируем распределительные валы и демонтируем шкивы
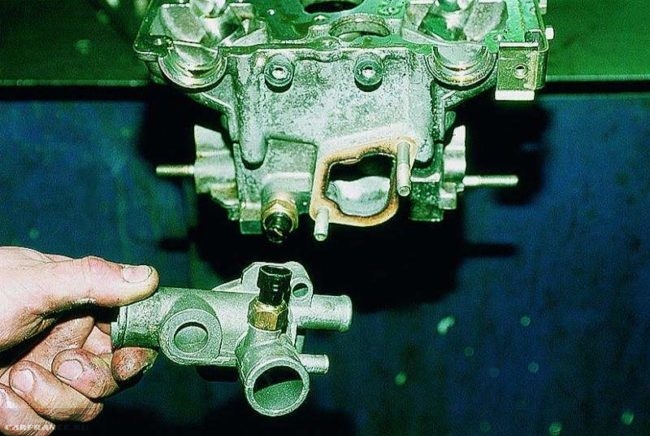
Демонтируем датчик охлаждения
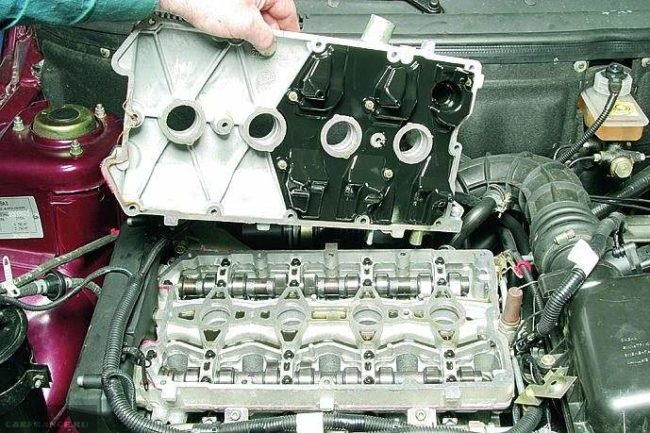
Выкрутив болты снимаем клапанную крышку
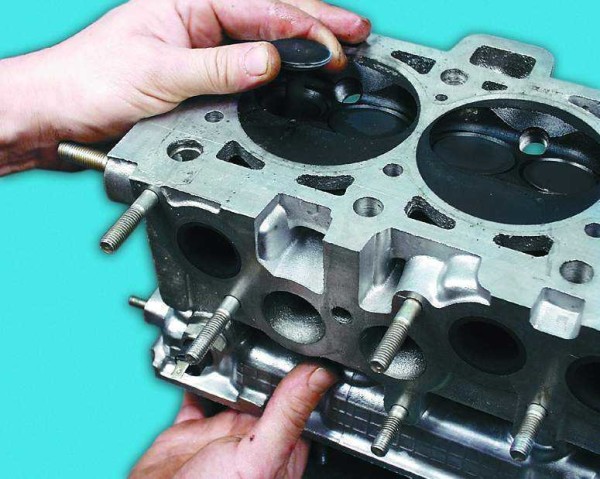
Когда все отсоединили проводим демонтаж ГБЦ
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ – чистая, ее необходимо разобрать. Рассмотрим, последовательный процесс:
- Демонтируем распределительные валы.
Снимаем распределительные валы с головка

Открутив хомут снимаем отводящий патрубок

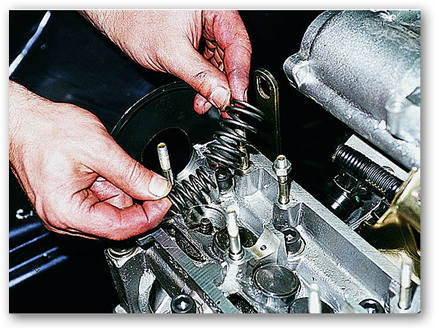
Рассухариваем клапанов головки блока
Проводим демонтаж маслосъемных колпачков при помощи отвертки или специнструменты
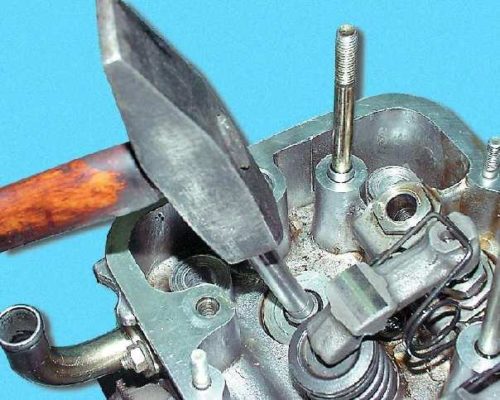


Выбиваем втулку клапана молотком
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Прежде, чем приступить к установке новых направляющих втулок, необходимо их подогнать по размеру. Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм. Но, существуют втулки с размерностью +0,5 мм, которые при новых технологиях уже не в ходу, но в продаже их можно найти.
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная – под посадочное место.
Установка втулок проводится методом запрессовки. Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
- При помощи ручной шарошки, направляющие втулки рассверливаются. Как правило, убирается -0,15-0,2 мм с внутренней поверхности.
Притирка клапана головки блока цилиндров при помощи дрели со специальной насадкой

Специальный инструмент для установки бронзовых гильз K-line в направляющее втулки
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель -0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Выбор направляющих втулок
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:
- 2108-1007032/33 – это стандартный набор металлических направляющих втулок производства АвтоВАЗ. Стоимость комплекта составляет 1300 рублей.

Направляющее втулки производства АвтоВАЗ

Бронзовые направляющие втулки производства ДМЗ
Как снять направляющие
Перед тем как проводить работы, нужно всю головку блока прогреть до 100 градусов. У алюминия, из которого сделана головка, очень большой коэффициент расширения, намного меньше, чем у втулки. При нагревании натяжение соединения между головкой и втулкой уменьшается. В этом случае вы можете практически без повреждений посадочных мест выпрессовать старые втулки. Делается это при помощи кувалды или молотка.
Также иногда для того чтобы извлечь элементы, используются специальные оправки. При помощи этого инструмента вы сможете извлечь направляющую четко по оси. Многие опытные мастера при замене направляющих втулок клапанов на ВАЗ-2108 используют пневмомолотки или же специальные выколотки.

Если никак не получается выбить втулку, придется ее высверливать. Лучше всего использовать станок, а не дрель. Если вы воспользуетесь дрелью, то вероятность повреждения посадочного гнезда увеличивается. Обратите внимание после демонтажа, какая внутренняя поверхность у посадочных гнезд. На них не должны присутствовать шероховатости, царапины, а также другие дефекты. Если они присутствуют, то придется дополнительно обрабатывать поверхности.
Определение износа
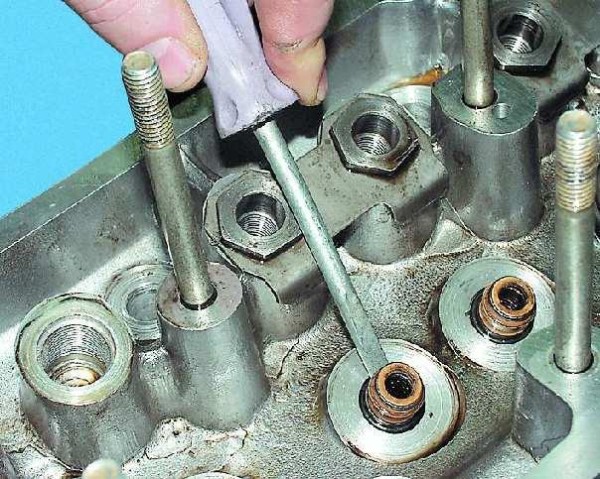
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
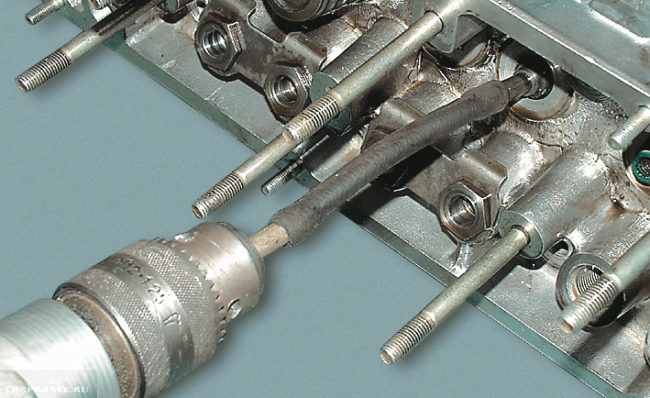
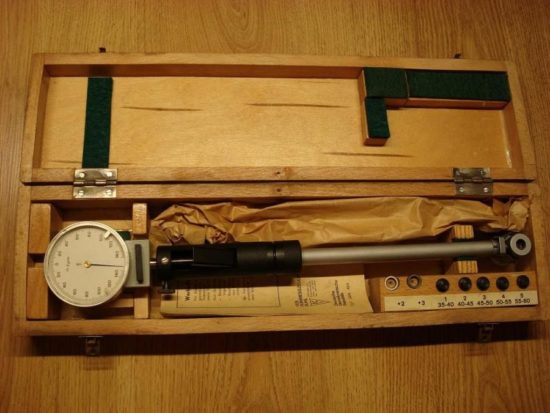
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Демонтаж ГБЦ
Ваз 2110 замена направляющих втулок клапанов
Итак, начали. Для начала нужно будет демонтировать ГБЦ с автомобиля.
Приступим:
- обесточиваем или полностью снимаем аккумуляторную батарею;
- сливаем охлаждающую жидкость и моторное масло;
- все навесное оборудование, включая шланги вакуумные и системы охлаждения, демонтируем с автомобиля.
Примечание. Не забываем также, снять все топливные магистрали, трос акселератора и вообще, все то, что способно помешать снятию ГБЦ.
- теперь нужно будет снять крышку ГБЦ;
- дальше извлекаем кожух ГРМ и ремень шкива;
- теперь нужно будет вывернуть болты, фиксирующие ГБЦ.
Примечание. В процессе нужно будет проводить контроль состояния болтов, используя для этого динамометрический ключ.
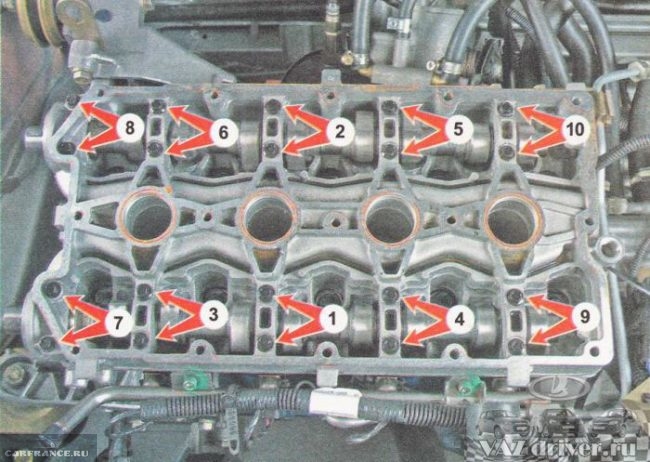
Кроме того, не следует забывать о последовательности выворачивания болтов. Для этого при себе всегда нужно иметь схему затяжки болтов ГБЦ.
Замена клапанов
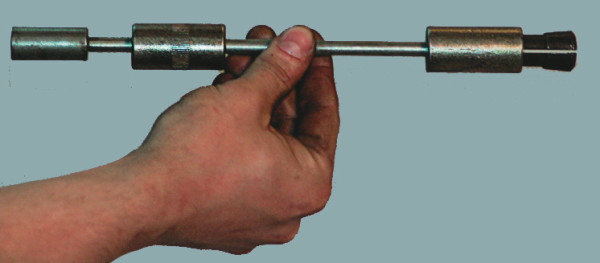
Головка блока цилиндров снята. Пришла пора замены клапанов, но для этого нужно вооружиться специальным съемником.
Конечно же, если такого инструмента нет, то всегда можно воспользоваться «дедовским» методом, беря в руки молоток и зубило. Но лучше использовать инструмент, как на фото ниже:

Специальный съемник для клапанов
- с ГБЦ снимаем газораспределительный вал;
- снимаем также распредвал;
- демонтируем толкатели;
- теперь нужно взять съемное приспособление и закрепить его на шпильки газораспределительного вала;
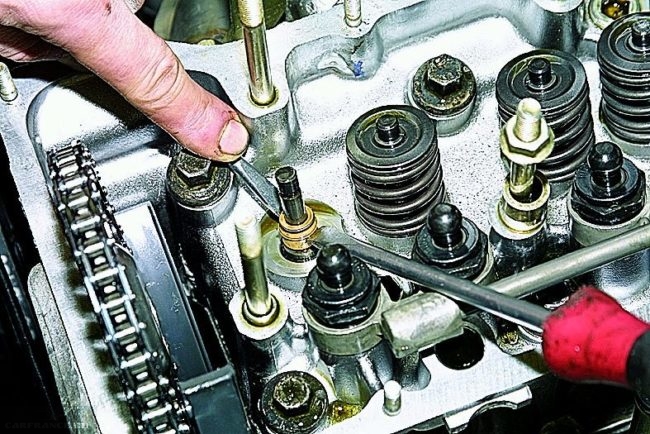
- подкладываем теперь под тарелку клапана небольшую подставку и удаляем крепежные сухари.
Примечание. В данном случае следует быть очень осторожным, так как пружины довольно мощные и если соскочит приспособление с тарелки, то сухари отлететь могут далеко, и нужно будет искать уже новые.
- после снятия сухаря нужно извлечь тарелку с пружинами;
Замена направляющих втулок клапанов ваз 2110
- снимаем также упорные тарелки, которые сидят под пружинами.
Примечание. На ваз 2110 прежде, чем снять упорные тарелки, нужно вынуть сальник клапана специально предназначенным для этого захватом.

Снятие сальника клапана
Сам процесс снятия сальника проводится следующим образом:
- захватом сальник зажимается и прижимается, но не сильно;
- затем нужно повернуть сальник немного в разные стороны.
Примечание.
При проворачивании сальника вправо и влево нужно оттягивать его вверх.Кроме того, не рекомендуется проводить наклоны сальника вправо и влево, так как можно таким образом, повредить посадочный буртик сальника.
- вытаскиваем старые клапана.
Замена втулок
Теперь нужно будет провести замену направляющих втулок клапанов. Делать это опять же, при помощи молотка и зубила, мягко говоря, неэтично.
Да и саму головку, действуя таким способом, можно легко повредить. Чтобы достичь эффективного результата, вооружимся специальным инструментом.
Примечание. На двигателе ваз 2110 замена направляющих втулок проводится так же, как и на всех остальных моделях марки ваз.
Как известно, направляющие нужно выбить. Именно поэтому дилетанты и пытаются провести это с помощью молотка.
Зная, что так можно легко повредить не только головку, но и посадочную плоскость в ГБЦ, вооружаемся, как и было сказано, специальным съемником. Вот как он выглядит:
Специальный съемник для снятия направляющих
Следует знать, что такие съемники бывают разные. В частности, принято разделять ударный съемник, по которому нужно бить молотком, но опять же, метод этот не всегда эффективный.
Другой тип съемника, уже являющийся более распространенным приспособлением, представляет собой винтовой вариант. Благодаря этому инструменту удается провести и плавную запрессовку и быстро заменить втулку.
Он продается в любом специализированном автомагазине, хотя его можно изготовить и самостоятельно.
Продолжаем процесс снятия втулок. Так как съемник универсальный, то под него следует подложить втулку определенного размера.
Подбирается она таким образом, чтобы при последующей установке резьбовая ее часть выходила из направляющей на 2-3 сантиметра.
Итак:
- устанавливаем съемник, фиксируя его двумя обточенными гайками;
- придерживая ключом центральную часть съемника, впрессовываем направляющую втулку.
Примечание. При этом нужно быть предельно внимательным, так как слишком большое усилие, наложенное на съемник, дает характерный щелчок.
Когда этот звук слышится, то он означает, что втулка сдвинулась с места и уже выходит с места. Далее нужно будет продолжить выкручивать винт до тех пор, пока она не выйдет.
- берем новую втулку (обязательно нужно будет обработать ее моторным маслом, чтобы она легко зашла на место);
Замена направляющих втулок клапанов на ваз 2110
Примечание. Чтобы запрессовать втулку, необходимо использовать специальную втулку с конической фаской, которая обязательно должна упираться в седло клапана.
Обязательно нужно две втулки большого диаметра для посадочного места впускного клапана. Одна из втулок должна быть меньшего размера. Это нужно помнить.
- устанавливаем эти втулки;
- ставим сам съемник.
Примечание. Нужно будет подобрать распорные втулки съемника таким образом, чтобы при установке направляющей втулки их резьбовая часть выглядывала на два и три сантиметра.
Из-за того, что верхняя часть направляющей втулки сделана бывает со специальным буртиком, понадобится использовать специальную гайку, предназначенную для упирания в направляющую. Почему же данный буртик настолько важен?
Дело в том, что на этот самый буртик фиксируется резиновый колпачок-сальник, повреждение которого значительно снижает герметичность.
Примечание. После того, как устанавливаются специальные гайки, остается немного резьбы на шпильке и чтобы уменьшить нагрузку на резьбу, дополнительно накручивается еще и резьбовая втулка.
- запрессовываем втулку на место.
Примечание.
Следует помнить о том, что на втулке устаналивается стопорное кольцо. Оно предупредит своеобразным щелчком, когда втулка сядет на место.
Если же, в процессе посадки прокручивание станет туже, то нужно не спешить и остановиться. Это делается для того чтобы не сломать направляющую втулку.
Направляющая запрессована, но на этом работа не заканчивается. Ее нужно подогнать к нужному посадочному размеру.
Это делается ввиду того, что после запрессовки ее немного сдавливает и размер уменьшается на восемь миллиметров. Поэтому нужно использовать развертку диаметром 8.00.
Эту самую развертку нужно будет установить в направляющую. После этого, ни в коем случае не придавливая, свободно прокрутить развертку.
Продолжаем:
- после разворачивания отверстия, продуваем его сжатым воздухом (делается это для того чтобы удалить все опилки);
- теперь нужно будет приступить к замерам.
Примечание. Замеры проводятся так, чтобы узнать диаметр отверстия в направляющей. Для этого нужно использовать специальный индикатор внутрометр.
Обычно, если размер отверстия 8 мм, то в конце размер по индикатору будет показывать две сотки. После этого нужно будет замерить толщину ножки клапана, используя микрометр.
Если размер ножки будет равен 7.99 мм, то три сотки будет являться нормальным зазором между направляющей втулкой и ножкой клапана.
Продолжаем:
- ставим клапан на место.
Примечание. Если заметно, что клапан прилегает к седлу не полностью, нужно подвести шарошками седло или другими словами, провести притирку.
Притирка
Для начала вновь поставленные клапана требуют проверки на биение. Существуют специальные станки, которые шлифуют рабочие поверхности тарелки клапана.
Так вот, если биение наблюдается, и его значение превышает 0,02, значит, требуется притирка. Проверяется биение с помощью, опять же, индикатора.
Когда рукой проворачивается клапан, индикатор показывает определенное значение.
Примечание. Если клапан совершенно новый, то он должен показывать значение в пол сотки.
Сама притирка клапанов должна осуществляться на специальных станках. Как это делать, можно посмотреть вот на этом видео.
- клапан зажимаем в станке;
- запускаем станок;
- подводим клапан аккуратно к шлифовальному камню, который вращается на больших оборотах.
Примечание. Сильно шлифовать клапан не рекомендуется. Чтобы узнать, хватит ли шлифовки, следует обратить внимание на прерывистость процесса.
Когда шлифовка станет равномерной, то пришла пора ее прекращать.
- после этого нужно будет клапан снять и обработать его бензином (промыть, одним словом).
После этого клапаны должны выглядеть так, как на фото:

- притирке подвергаются и седла, если они не повреждены.
Примечание. Для притирки седел нужно использовать специальные шарочки.
Внутри седла шарочка должна оставлять серого цвета полоску, которая заметна после извлечения из него шарочки. Этот самый серый поясок должен идти по всему кругу седла.
После этого нужно будет изменить угол наклона шарочки, который теперь должен составлять 60 градусов. Проделываем все так же, как описано выше.
Последний же этап притирки седел шарошкой должен проводиться под углом в 30 градусов.
Примечание. Идеальной притиркой седел считается такое ее состояние, при котором видна рабочая полоска, составляющая один миллиметр.
После этого, нужно будет окончательно провести притирку клапанов. Как это сделать, можно узнать из последующих статей.
Как видим, своими руками можно даже внутри двигателя поменять и ничего. Важно лишь помнить одно: делать все, как того требует инструкция, а то в противном случае проблем не избежать.
Прелесть работы своими руками заключается в том, что всегда можно начать все сначала, а про экономию средств семейного бюджета и говорить не стоит. Ведь не секрет, что цена на услуги данного типа с каждым годом растет в математической прогрессии.

